Applications
Hydraulic press DО138B

Hydraulic press for synthesis of superhard materials
Hydraulic press is designed for manufacturing of superhard materials using high temperature and high pressure.
The press DО138B produces a pressure of 6300кP. The measured values in control system are effective amperage I(kh) and voltage U(kh) in the circuit of heating, where h is the sampling time. The active power P(kh) is calculated as I(kh)*U(kh). The reference signal P*(kh) is a required value of active power. The actual value of P(kh) must follow the reference signal and change in accordance with specified cyclogram. This is provided by using of PID-controller.
The difficulty of control process is that the dynamical characteristic of heating process change for different materials. So, the controller must be tuned for each pattern to provide desired quality of control.
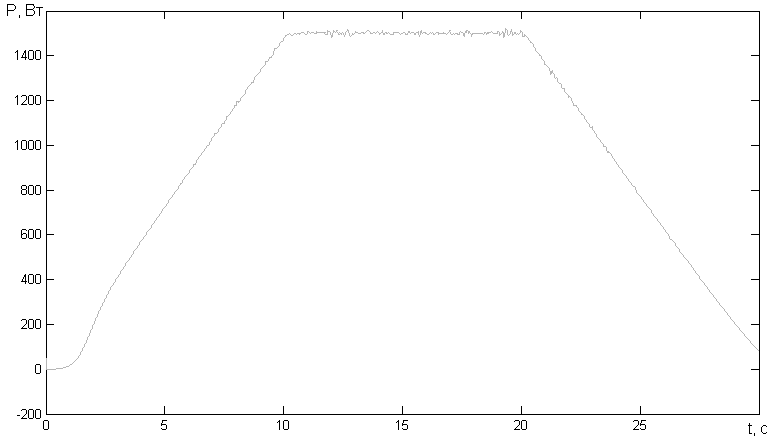
The adaptive PID-controller was designed on the base of proposed algorithm. This controller was tested for hydraulic press. The adaptation process consists of two steps. On the first step, the different values of control voltage were applied to the press and the active power settled in different levels. As the result, we calculated the time constant T = 0.2sec and delay τ =0.12sec. The comparison of real data (figure 1) and designed model (figure 2) is shown below:
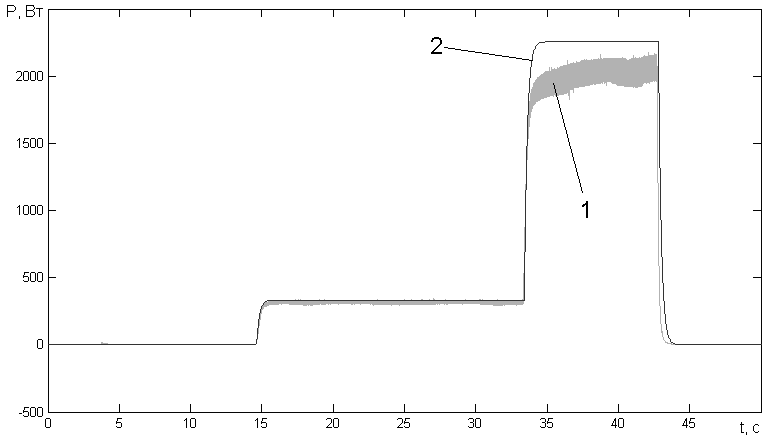
The test cyclogram was specified for process of synthesis of superhard material. The nominal value of power of P = 1500 W was calculated for this cyclogram. The linearized model of heating process for P = 1500 W gave kp = 888.98
PID controller was designed by method of inner model under Kp = 888.98, T = 0.2sec and τ = 0.12sec. The results of system operation with designed controller is shown in figure:
The figure 5 shows that the real power follows reference signal and control error doesn’t exceed 1.3%.
References
- Александров А. Г. Частотная адаптивная система управления. Патент на изобретение № 2413270, Опубликовано: 27.02.2011 (скачать)
- Александров А.Г. , Д.Г.Кариков ЧАСТОТНЫЙ АДАПТИВНЫЙ РЕГУЛЯТОР ЧАР-21. Труды международной конференции "ИДЕНТИФИКАЦИЯ СИСТЕМ И ЗАДАЧИ УПРАВЛЕНИЯ",Москва,2006,ИПУ,CD-ROM,ISBN 5-201-14984-7,стр. 2361-2381. (скачать)
- Александров А.Г. , Д.Г.Кариков, Курицина Е.Ю. Частотный адаптивный регулятор с заданным интервалом дискретности. Труды международной конференции ИДЕНТИФИКАЦИЯ СИСТЕМ И ЗАДАЧИ УПРАВЛЕНИЯ",Москва,2007,ИПУ.CD-ROM,ISBN 5-201-14992-8,стр.655-668. (скачать)
- Аlexandrov A.G., D.Khomutov Frequency adaptive controller: experimental investigation Proceedings of the Tenth IASTED International Conference May 26-28, 2008 Quebec City, Quebec, Canada, ISBN 978-0-88986-746-8.pp. 96-101. (скачать)
- Александров А.Г. , Д.Г.Кариков , Д.А.Хомутов. Частотный адаптивный регулятор . Технические и программные средства систем управления, контроля и измерения, УКИ'08, Материалы Российской конференции с международным участием, Москва 2008. Труды, Москва, 2008, стр. 88-89. (скачать)
Experimental setup
We tested our controller with use of the experimental setup that imitates semi-industrial environment.
This experimental setup includes an industrial controller WinCon-8000
and industrial computer Athena, which interact with
each other through embedded DAC and ADC converters.
Plant simulator is implemented in the industrial computer
Athena. Self-tuning controller CHAR-25 is
implemented in the industrial controller WinCon-8000. The scheme of experimental setup is shown on fig.2
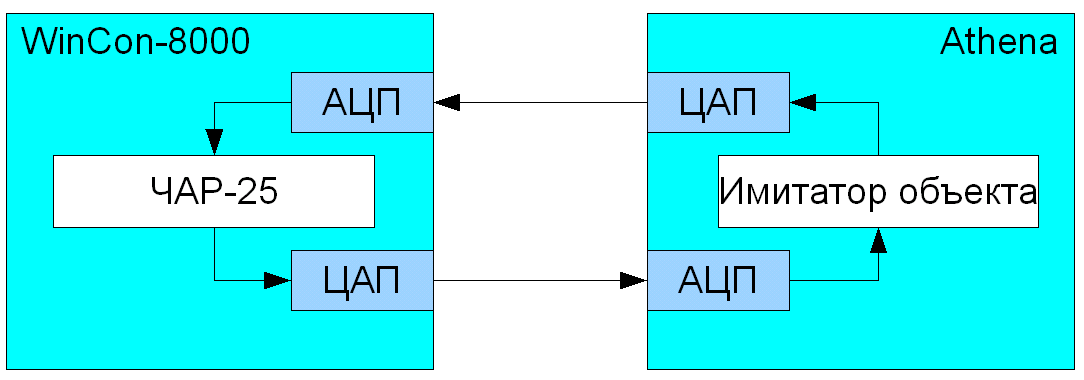
Fig. 2. The scheme of experimental setup
Results of test investigations for controller CHAR-25
The industrial computer Athena implements following plant
 .
The plot of controlled variable during adaptation process is shown on fig.3
.
The plot of controlled variable during adaptation process is shown on fig.3
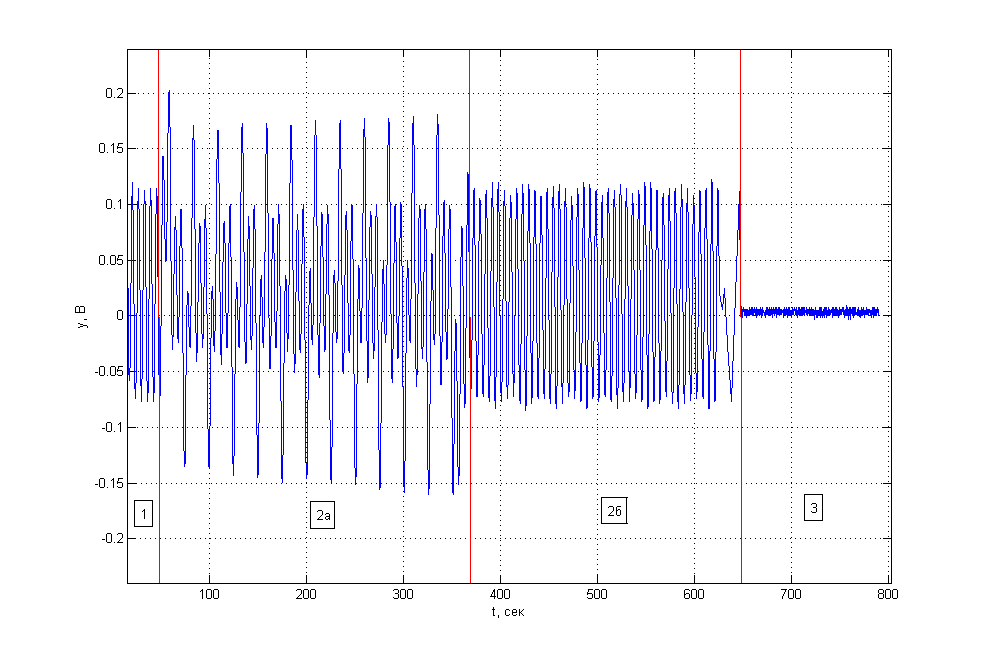
Fig. 3. Controlled variable during adaptation process
- 1 – external disturbance is applied to the plant, test signal is absent;
- 2а – self-tuning of test signal;
- 2б – plant identification with test signal, controller calculation;
- 3 – plant output in the closed-loop system.
1 – 2а – stage of self-tuning of test signal; 2б – stage of plant identification with test signal, controller calculation; 3 – plant output in the closed-loop system.
The figure shows that controller CHAR-25 provides required disturbance suppression.
Publications
- Резков И. Г. Адаптивный регулятор для многорежимного объекта // ж. "Автоматика и телемеханика", №5, 2013, стр. 35 - 58. (скачать)
- Александров А. Г. Частотная адаптивная система управления. Патент на изобретение № 2413270, Опубликовано: 27.02.2011 (скачать)
- Александров А.Г. , Д.Г.Кариков ЧАСТОТНЫЙ АДАПТИВНЫЙ РЕГУЛЯТОР ЧАР-21. Труды международной конференции "ИДЕНТИФИКАЦИЯ СИСТЕМ И ЗАДАЧИ УПРАВЛЕНИЯ",Москва,2006,ИПУ,CD-ROM,ISBN 5-201-14984-7,стр. 2361-2381. (скачать)
- Александров А.Г. , Д.Г.Кариков, Курицина Е.Ю. Частотный адаптивный регулятор с заданным интервалом дискретности. Труды международной конференции ИДЕНТИФИКАЦИЯ СИСТЕМ И ЗАДАЧИ УПРАВЛЕНИЯ",Москва,2007,ИПУ.CD-ROM,ISBN 5-201-14992-8,стр.655-668. (скачать)
- Аlexandrov A.G., D.Khomutov Frequency adaptive controller: experimental investigation Proceedings of the Tenth IASTED International Conference May 26-28, 2008 Quebec City, Quebec, Canada, ISBN 978-0-88986-746-8.pp. 96-101. (скачать)
- Александров А.Г. , Д.Г.Кариков , Д.А.Хомутов. Частотный адаптивный регулятор . Технические и программные средства систем управления, контроля и измерения, УКИ'08, Материалы Российской конференции с международным участием, Москва 2008. Труды, Москва, 2008, стр. 88-89. (скачать)
Experimental investigation of controller ST-PID-1
We tested our controller with use of the experimental setup that imitates semi-industrial environment. This experimental setup includes an industrial controller WinCon-8000 and industrial computer Athena, which interact with each other through embedded DAC and ADC converters. Plant simulator is implemented in the industrial computer Athena. Self-tuning controller ST-PID-1 is implemented in the industrial controller WinCon-8000. The scheme of experimental setup is shown on fig.2
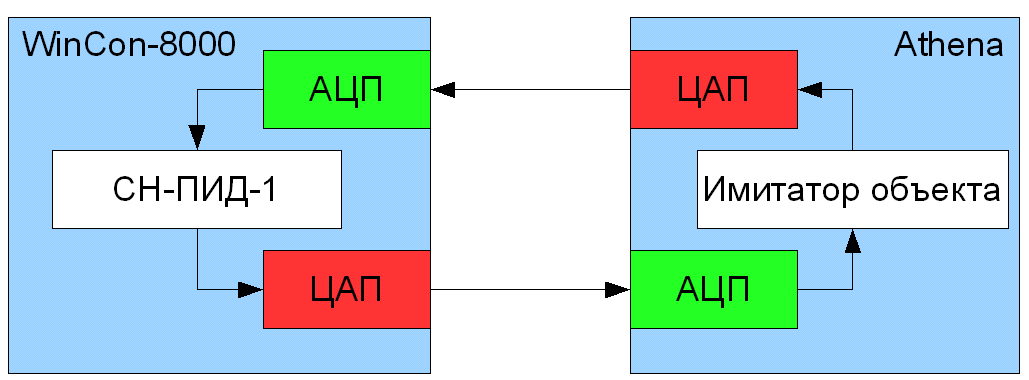
Рис. 2. Scheme of experimental setup
Results of tests
Simulated plant has the following form W(s) = K e-τs / (Tsog + 1), coefficients of the plant changed in accordance with the table 1 each 3500 s . External disturbance applied to the plant is the sum of meander with the frequency 0.1 rad/s and white noise: f(t) = SIGN( SIN(0.1t) ) + RAND. Amplitude of test signal is tuned such that the deviation of plant output, in compare with situation when the test signal is absent, does not exceed 15%
|
Number of mode |
I |
II |
III |
IV |
|
K |
6.14 |
4.77 |
3.75 |
1.78 |
|
T, s |
7.68 |
2.49 |
4.61 |
9.00 |
|
τ, s |
0.35 |
0.33 |
1.54 |
1.06 |
The plant output is shown on the fig.3, the magnified graphic of the fourth mode is shown on the fig.4
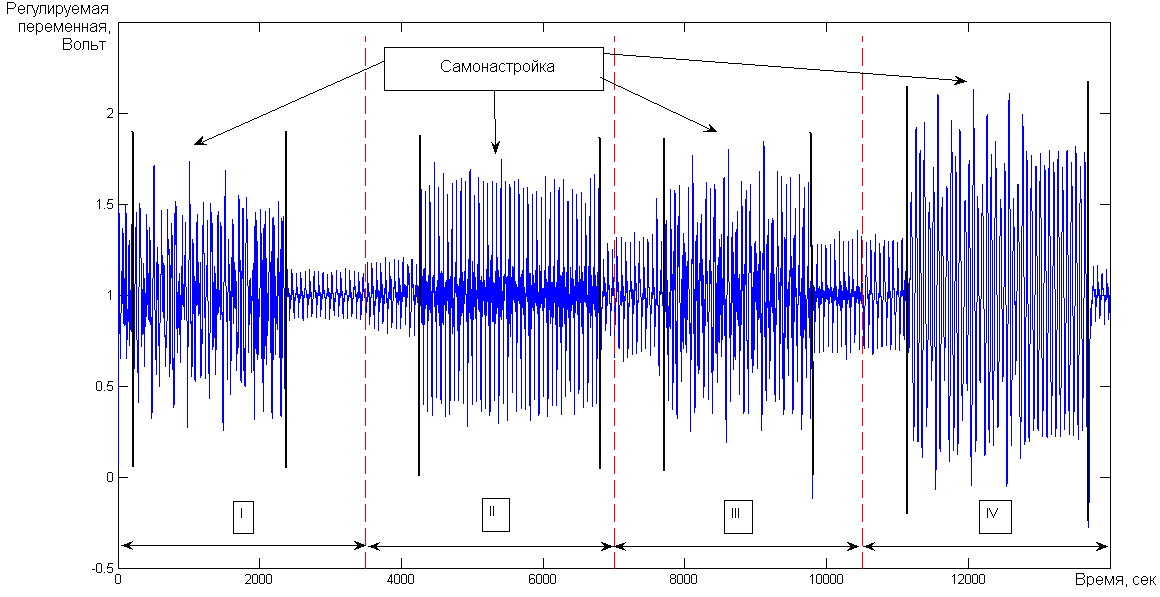
Fig. 3. Plant output during self-tuning process
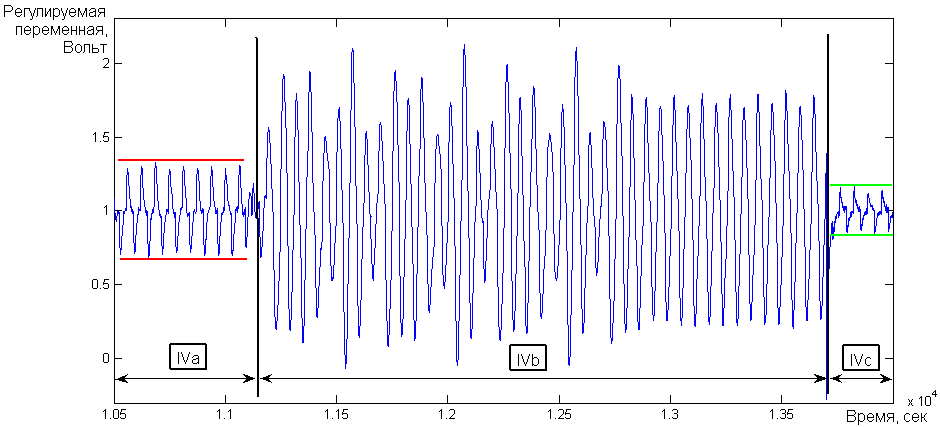
Fig. 4. Plant output in the second mode
For clarification, see the figure 4. In the Iva interval + , the plant is controlled by the PID-controller that was tuned for the plant in the third mode. In the IVb interval the PID-controller was tuned. In the IVc interval the plant is controlled by the PID-controller that was tuned for the plant in the fourth mode.
If the control system works with the PID-controller that was tuned for the plant in the first mode and self-tuning of controller was disabled then the control system would be unstable in the third mode. The plant output for this case is shown in fig.5
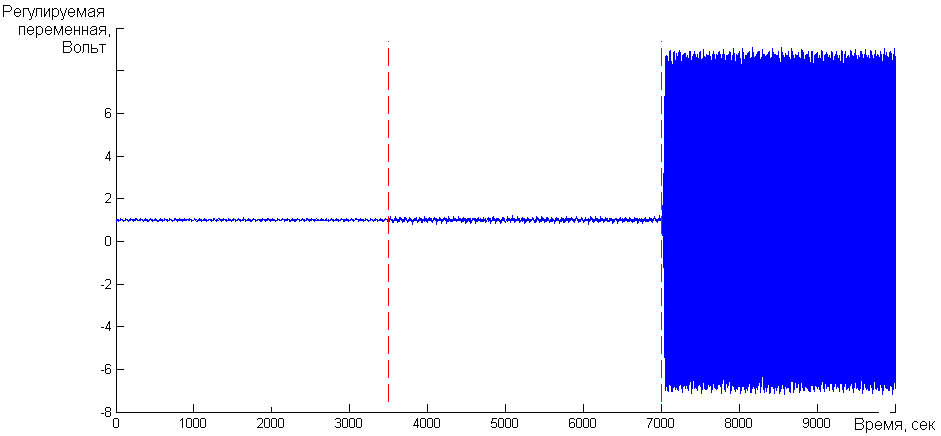
Рис. 5. Plant output when self-tuning of controller was disabled
Therefore, the controller ST-PID-1 provides stable operation of the system. The test signal is applied to the plant in the adaptation process only and gives the small deviation of plant output. .